






Jedną z podstawowych funkcji wymaganych od nowoczesnych kabin i stanowisk lakierniczych jest przeprowadzenie w szybki i ekonomicznie wydajny sposób procesu wysuszenia oraz utwardzenia zaaplikowanych warstw technologicznych: podkładu oraz lakieru nakładanego wielowarstwowo.
W możliwych do zastosowania technologiach do realizacji tej funkcji służą dwa główne rozwiązania technologiczne:
- suszenie czynnikiem pośrednim w postaci ogrzanego powietrza,
- suszenie bezpośrednie promieniowaniem cieplnym.
Suszenie czynnikiem pośrednim polega na wykorzystaniu czynnika technologicznego, jakim jest powietrze wentylujące kabinę, do przekazywania ciepła – wytworzonego poprzez spalanie paliwa, np. oleju opałowego lub gazu, w nagrzewnicy powietrza – na karoserię lub elementy ogrzewane w kabinie.
Proces ten, wykorzystywany w większości istniejących kabin lakierniczych, jest najprostszym rozwiązaniem pod względem technicznym, jest jednak mało efektywny energetycznie, ponieważ wymaga przemian cieplnych obarczonych niewielką sprawnością, którymi są:
- spalanie paliwa w nagrzewnicy,
- ogrzewanie powietrza od nagrzanej powierzchni nagrzewnicy,
- nagrzewanie polakierowanej zewnętrznej powierzchni bryły samochodu opływającym ją gorącym powietrzem.
W miarę implikacji technologii regulacji falownikowych oraz rekuperacyjnych wyniki ekonomiczne procesów cieplnych w kabinach polepszają się, jednak w praktyce zakładanie i uruchomienie kabiny lakierniczej wciąż wiąże się z instalacją sporych mocy grzewczych, zgodnie ze wzorem:
P[kW] = Q[m3/s] x ρ[kg/m3] x cp[kJ/kgK] x ∆T
gdzie Q – wartość strumienia świeżego powietrza:
- podczas malowania w typowej kabinie dla pojazdów osobowych i dostawczych: 8,5 [m3/s],
- podczas suszenia z recyrkulacją w kabinie lakierniczej ok. 1,4 [m3/s],
- gęstość powietrza ρ [kg/m3] = 1,2,
- ciepło właściwe powietrza [cp] = 1,005 [kJ/kgK],
∆T – różnica temperatury suszenia i temperatury otoczenia, dla -10 stopni zewnętrznie mamy ∆T:
- dla lakierowania: 30 stopni,
- dla suszenia: 80 stopni.
Mamy więc:
- P = 307 kW dla lakierowania,
- P = 135 kW dla suszenia.
Po uwzględnieniu sprawności wymiennika ciepła wartości te rosną o następne ok. 15%, co może być już problemem dla sieci gazowych w niektórych rejonach kraju, wymagającym gruntownych i kosztownych przeróbek infrastruktury gazowej.
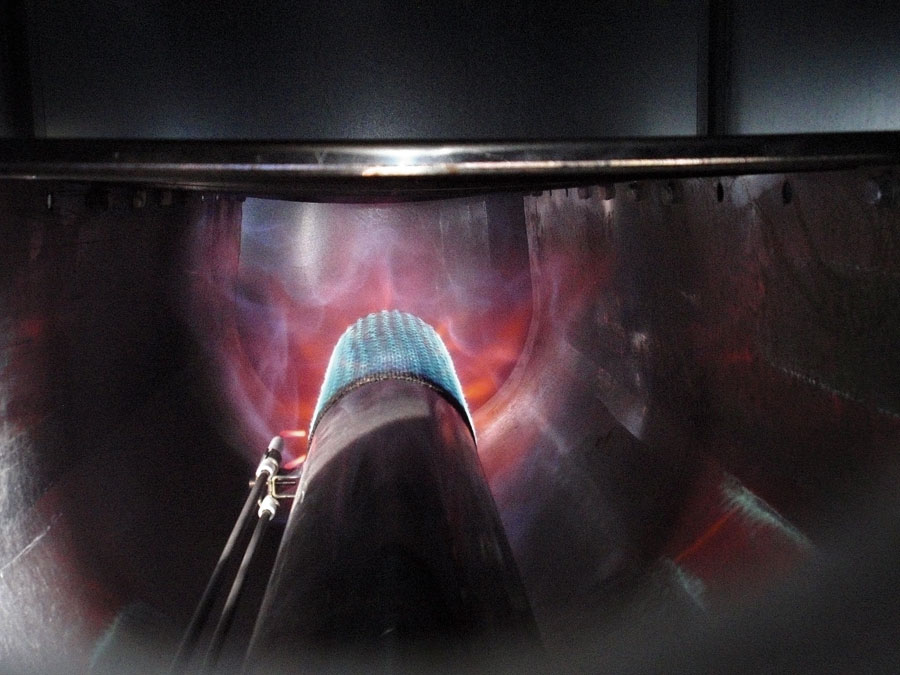
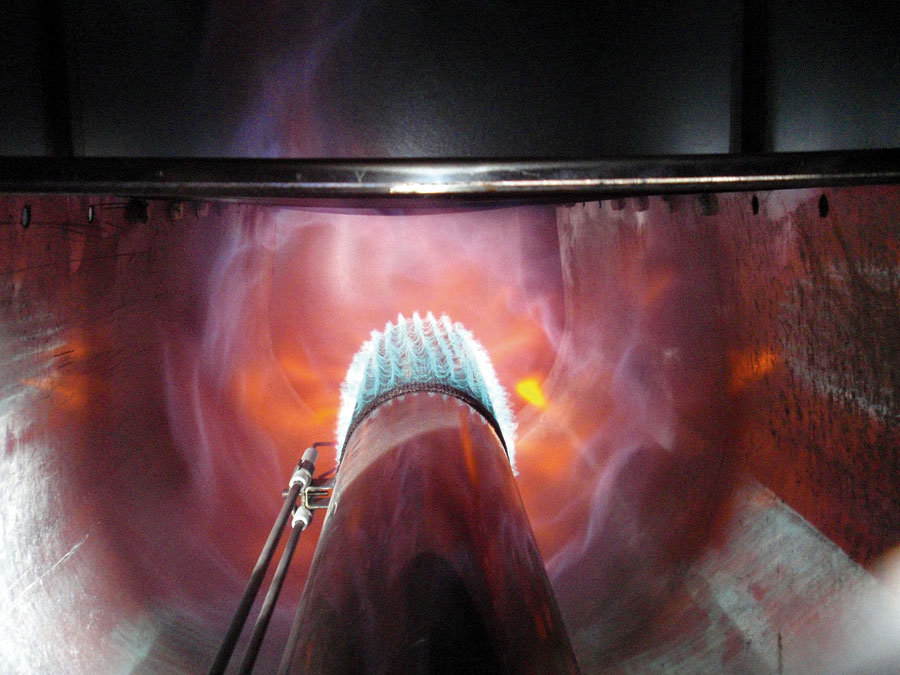
Nieco lepiej wygląda sprawa przy implikacji palników gazowych bezpośredniego spalania, w procesie działania których powietrze nie jest nagrzewane, a mieszane z czystymi chemicznie produktami spalania gazu ziemnego i tak wtłaczane do wnętrza kabiny lakierniczej.
Na zdjęciach u góry widoczna jest głowica palnika bezpośredniego spalania podczas pracy. Palniki gazowe bezpośredniego spalania mają bardzo szeroki zakres modulacji mocy bez wygaszania palnika, a ich działanie opiera się na przygotowaniu mieszanki gazowo-powietrznej już w palniku, eliminując wpływ powietrza w kanale wentylacyjnym, jak było w starszych rozwiązaniach. Pozwala to na kontrolowane, precyzyjne spalanie z emisją CO i NOx grubo poniżej rygorystycznych norm obowiązujących w EU. Palniki bezpośrednie umożliwiają bardzo szybkie osiągnięcie zadanej temperatury lakierowania lub suszenia oraz precyzyjne jej utrzymywanie w czasie pracy. Ponieważ odpada czynnik strat kominowych, ich sprawność jest o 15-20% wyższa od układu wymiennikowego, co dla mocno obciążonych zakładów lakierniczych generuje bardzo poważne oszczędności.
Suszenie bezpośrednie promieniowaniem cieplnym
Suszenie bezpośrednie polega na przekazaniu energii cieplnej z emitera promieniowania zainstalowanego w kabinie wprost do ogrzewanego detalu lub karoserii.
Ze względu na długość fali promieniowania rozróżnia się urządzenia wykorzystujące fale krótkie oraz długie i średnie. Fale krótkie mają bardzo intensywne działanie w zakresie odległości do 1 m do powierzchni suszonej, w bardzo krótkim czasie podgrzewając powierzchnię do 120-150 stopni, co sprawia, że suszenie jest bardzo efektywne. Urządzeniami prezentującymi w pełni możliwości techniki fal krótkich są maszyny Power-Cure szwedzkiej firmy IRT oraz Revo włoskiej firmy Bellini. Oba wyposażone są w jezdny system szynowy oraz napęd zmechanizowany w jednym lub dwóch kierunkach. Emisję promieniowania cieplnego zapewniają wysokiej klasy lampy rubinowe sterowane przez mikroprocesorowy sterownik wyposażony w oprogramowanie kompatybilne z technologią lakierniczą większości dostawców materiałów lakierniczych.
Proces utwardzania powłoki wykonywany na stanowiskach lakierniczych wyposażonych w zaawansowane urządzenia promiennikowe ulega skróceniu do minimum, a czas pracy obsługi jest efektywniej wykorzystany. Jakość powłoki wykazuje pełne utwardzenie „na wskroś”, co eliminuje możliwość powstawania wad lakierniczych wynikłych z niepełnego wysuszenia miejscowego, co jest możliwe w technologii klasycznej.
Fale średnie i długie mają bardzo szeroki zakres, działają na powierzchnię elementu w sposób bezpośredni oraz wtórny, poprzez odbicie od ścian kabiny oraz poprzez wzajemną emisję ciepła nagrzanych detali.
Realizacja emisji fal długich i średnich następuje poprzez działanie ekranów endotermicznych umieszczonych na ścianach wewnętrznych w kabinie lakierniczej. Technologia ekranów emisyjnych nadaje się również do produkcyjnego suszenia w lakierowaniu produkcyjnym różnych detali, a nawet w meblarstwie.
Podczas suszenia z wykorzystaniem fal długich i średnich nie jest wymagana ciągła praca wentylacji technologicznej, a jedynie jej krótkotrwałe impulsowanie przewietrzające przestrzeń suszenia.
Korzyści ekonomiczne technologii promiennikowych:
- radykalne zmniejszenie kosztów eksploatacyjnych,
- zwiększenie wydajności produkcyjnych serwisu,
- skrócenie czasu naprawy,
- zwiększenie wydajności pracy personelu,
- możliwość wykonywania napraw spot, smart na jednym stanowisku,
- zmniejszenie czasowej ekspozycji wentylacyjnej filtrów powietrza,
- zapewnienie pełnego utwardzenia warstw lakierniczych,
- pośrednio: ograniczenie kosztów wynajmu pojazdów zastępczych.
Zaprezentowane technologie znakomicie sprawdzają się w obsłudze flotowej oraz w zakładach realizujących powyżej 100 napraw miesięcznie. Należy jednak pamiętać, że stworzenie warunków do bardzo szybkiego suszenia wymaga – jako gwarancji powodzenia – także stosowania wysokiej jakości materiałów lakierniczych.


Bogusław Glac
Saima Service Poland




Komentarze (0)