





Nadwozie samochodu to układ połączonych ze sobą blach stalowych i aluminiowych oraz elementów z tworzyw sztucznych. Połączonych przy pomocy różnych technik:
- mechanicznych: wkrętami, śrubami, nitami;
- termicznych: spawanie, zgrzewanie, lutospawanie;
- chemicznych: klejenie.
Śruby są idealną metodą łączenia elementów, które trzeba często i szybko demontować. Jednak użycie śrub lub nitów wymaga wiercenia otworów, co osłabia łączone elementy. Po poddaniu złącza obciążeniu, naprężenia koncentrują się blisko wywierconych otworów. Poza tym przy łączeniu ze sobą różnorodnych materiałów metali może wystąpić korozja elektrochemiczna i zróżnicowana rozszerzalność cieplna. Spawaniem, zgrzewaniem i lutospawaniem można łączyć tylko materiały podobne, a ich demontaż jest bardzo trudny. Podczas takich metod łączenia, wysokie temperatury wywołują niepożądane naprężenia, które mogą doprowadzić do uszkodzenia elementów. Klejeniem można łączyć różne materiały, a naprężenia w takim połączeniu są równomierne. Złącze klejone chroni także łączone materiały przed korozją elektrochemiczną, powstającą w szczelinach pomiędzy łączonymi blachami. Budowa nadwozia samochodu z metalu (stal, aluminium) wymusza określone metody łączenia, czyli spawanie, zgrzewanie lub nitowanie. Dlatego są to podstawowe techniki łączenia elementów nadwozia. Ale klejenie coraz częściej stosowane jest przy niektórych połączeniach. Są to najczęściej połączenia elementów poszycia zewnętrznego, które są nie tylko przyklejane, ale także wspomagane dodatkowo przez zgrzewanie. Do takich elementów, w zależności od producenta samochodów, należą: dach, błotnik tylny, błotnik przedni, pas tylny, progi oraz poszycia zewnętrzne drzwi pokrywy silnika i bagażnika (połączenia obrzeżne).
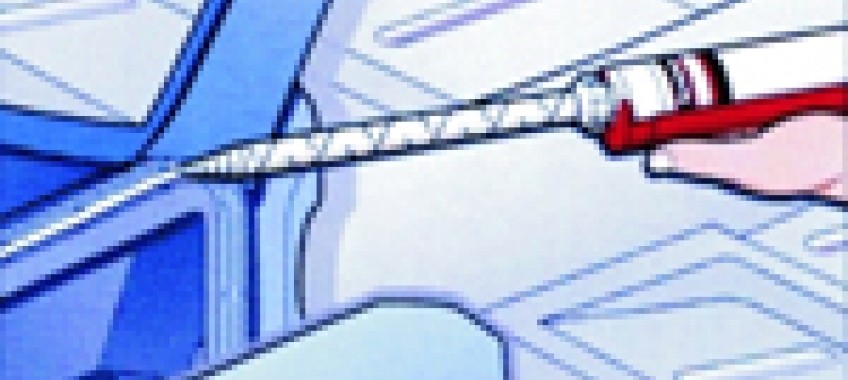
Klejenie blach (fot. 1)
Klasycznym przykładem klejenia jest połączenie poszycia zewnętrznego ze wzmocnieniem wewnętrznym: drzwi, pokrywy silnika i bagażnika. Są to tak zwane połączenia obrzeżne, które nie mogą być wykonane techniką spawania/zgrzewania ze względu na konieczność utrzymania gładkości powierzchni zewnętrznej. Blacha poszycia zewnętrznego zaginana jest na krawędzi. W zagięcie nakładana jest dwuskładnikowa, poliuretanowa masa klejąco-uszczelniająca, a następnie przykładane wzmocnienie wewnętrzne. Krawędzie blachy poszycia zewnętrznego zaginane są specjalnym przyrządem, nieniszczącym zewnętrznej powierzchni blachy. Zastosowanie technologii klejenia w tym przypadku ma następujące zalety:
- mocne i pewne zamocowanie blach, nie- powodujące uszkodzenia powierzchni poszycia zewnętrznego. Zgrzewanie pozostawia na powierzchni blachy odcisk elektrod;
- uszczelnienie połączenia łączonych blach;
- zabezpieczenie antykorozyjne tych połączeń. Połączenia zawijane są szczególnie narażone na korozję ze względu na zmianę struktury metalu w miejscu gięcia.

Producenci samochodów ograniczają liczbę zgrzein w produkcji nadwozi na rzecz klejenia i nitowania. Połączenia klejone ze względu na ciągłość spoiny są bardziej odporne na deformacje podczas zderzenia, dzięki czemu zwiększają bezpieczeństwo samochodu. Wpływają także wydatnie na zmniejszenie drgań nadwozia i na jego wyciszenie. Dzięki klejeniu i nitowaniu można łączyć ze sobą elementy wykonane z różnych materiałów, takich jak aluminium i tworzywa sztuczne, które wypierają blachy stalowe. Przykładem mogą tu być elementy poszycia zewnętrznego samochodu wykonane z tworzywa sztucznego. Elementy te nie mogą być z wiadomych względów zgrzewane lub spawane. Jedyną technologią zamocowania ich do nadwozia jest klejenie. Można wykonać to stosując poliuretanową masę klejącą, dwuskładnikową lub łatwiejszą w użyciu jednoskładnikową masę klejącą MS. Na przykład, konstrukcja połączenia poszycia dachu z ramą dachu. Technologia klejenia wyeliminowała element wewnętrzny ramy, który musiał być zastosowany przy zgrzewaniu blach, ponieważ poszycie dachu, jak poszycie drzwi czy pokrywy silnika nie mogą być zgrzewane. Klejenie zatem daje także oszczędności materiałowe i zmniejsza wagę pojazdu. Stosowane ostatnio w procesie produkcyjnym spawanie lub lutospawanie laserowe do mocowania poszycia dachu do nadwozia wymaga podczas wymiany tego elementu w warsztacie zastosowania technologii klejenia. Technologią klejenia łączone jest także wzmocnienie do poszycia zewnętrznego pokrywy silnika i bagażnika, jak również mocowanie na krawędzi nadkola błotnika tylnego (fot. 2). W tym przypadku oprócz masy klejącej 2K, może być także zastosowana masa klejąco-uszczelniająca na bazie modyfikowanych silanów - MS Polimer. Masy MS mają bardzo dużą przyczepność do wielu materiałów bez stosowania specjalnych podkładów. Mogą być stosowane do klejenia:
- blach stalowych surowych, zagruntowanych i lakierowanych,
- blach aluminiowych i miedzianych,
- drewna, betonu, szkła i większości tworzyw sztucznych, poza PP/PE/PDFE.
Masy MS są odporne na działanie promieni UV, dlatego nie muszą być osłaniane przed słońcem za pomocą listew ochronnych, bądź przez lakierowanie. Masy MS mogą być także stosowane do uszczelniania połączeń blach przed zgrzewaniem. Wykorzystuje się to między innymi do łączenia poszycia dachu do karoserii. Dzięki zastosowaniu masy uszczelniającej przed spawaniem, unikamy kłopotów z nieszczelnymi połączeniami blach. Nie oznacza to, że masy MS przewodzą prąd. Naciskające na łączone blachy elektrody wyciskają masę z punktu zgrzewu, a minimalna pozostała jej ilość wypala się, nie wydzielając szkodliwych związków i nie wpływa na obniżenie jakości połączenia. Klejenie blach, mimo sceptycznych opinii niektórych blacharzy - spawaczy, jest najnowocześniejszą techniką łączenia elementów. Połączenie klejone daje spoinę ciągłą, zabezpiecza antykorozyjnie miejsce łączone oraz je uszczelnia.
Klejenie blach poszycia nadwozia ma wiele zalet, a najważniejsze to:
- ciągła spoina łącząca;
- antykorozyjne zabezpieczenie połączenia – brak zjawiska korozji szczelinowej;
- uszczelnienie połączenia;
- możliwość łączenia różnych co do właściwości materiałów;
- prosta technologia;
- prostsze rozwiązania połączeń.
Przy stosowaniu mas klejących na bazie MS należy pamiętać, że proces utwardzania jest dość wolny, ale równomierny. Dostępne na rynku masy klejące MS utwardzają się z prędkością około 2-3 mm na godzinę w temperaturze 20°C i przy wilgotności względnej powietrza 50 proc.
Wzmacnianie węzłów konstrukcyjnych (fot. 3)
Ciągła walka o redukcję wagi nadwozia spowodowała także ingerencję konstruktorów samochodów w węzły konstrukcyjne, które decydują o sztywności i wytrzymałości nadwozia. Jednak każda redukcja ilości profili i kształtowników w tych miejscach zmniejsza sztywność nadwozia. I tu też z pomocą przyszła chemia w postaci dwuskładnikowych klejów i pianek wzmacniających, które usztywniają węzły konstrukcyjne, nie podnosząc ich ciężaru. Dzięki takim rozwiązaniom nadwozie jest lekkie, ale zarazem sztywne, odporne na działanie momentów skręcających i wytrzymałe na siły rozrywające i rozciągające. Takie wspomaganie budowy nadwozia obniża także hałas powstający w miejscach połączeń blach podczas eksploatacji pojazdu.
W procesie produkcyjnym stosuje się gotowe profilowane elementy wykonane ze specjalnej, dwuskładnikowej pianki, które montowane są w węzłach konstrukcyjnych podczas budowy nadwozia (fot. 4). Przykładem mogą tu być wzmocnienia połączenia ramek z poszyciem wewnętrznym drzwi. Następnie podczas operacji wygrzewania, po polakierowaniu gotowego już nadwozia, elementy z pianki 2K rozszerzają się i wypełniają wszystkie szczeliny węzła konstrukcyjnego. Pianka po zastygnięciu staje się twarda i odporna na działanie naprężeń w danym węźle konstrukcyjnym.
W warsztacie, podczas naprawy, niemożliwe jest stosowanie pianek rozszerzających się pod wpływem wysokich temperatur, dlatego stosuje się dwuskładnikowe kleje poliuretanowe, które podczas utwardzania się zwiększają swoją objętość o około 3 proc., już w temperaturze pokojowej. To wystarczy, żeby skutecznie wypełnić wszystkie szczeliny w naprawianym węźle konstrukcyjnym. Jak wzrasta wytrzymałość takiego węzła, bez odczuwalnego wzrostu masy, przedstawia zdjęcie (fot. 5). Zwykła, cienkościenna rurka aluminiowa wypełniona wspomnianym klejem i poddana próbom zginania w imadle. Rurka wypełniona klejem nie poddaje się naciskom imadła. Takim klejem wypełniane są między innymi cienkościenne profile drążków kierowniczych w bolidach Formuły 1.
Wyciszanie nadwozia (fot. 6)
Innym materiałem stosowanym podczas produkcji nadwozia są pianki (fot. 7) lub wkładki piankowe (fot. 8) wstawiane i montowane w długie odcinki profili zamkniętych. Wkładki piankowe to dwie wyprofilowane płytki z tworzywa sztucznego pomiędzy którymi znajduje się pianka zwiększająca swoją objętość pod wpływem wysokiej temperatury (fot. 9). Takie podzielenie tych pustych przestrzeni, które spełniają doskonale rolę pudeł rezonansowych, skraca długość fal dźwiękowych w nich powstających. Zmniejsza to znacznie hałas w kabinie pasażerskiej, przez co wpływa na poprawę komfortu jazdy samochodem.
W warsztacie stosuje się wypełniające pianki zastępcze, rozszerzające się w temperaturze pokojowej. Mają one 30 proc. wzrost objętości, bez sił i naprężeń działających na ścianki wypełnianej przestrzeni. Na rys. 10 przedstawiona została próbka zastosowania pianki do wypełnienia pudełka z kartonu. Pianka rozszerzając się wypełniła całe pudełko, a jej nadmiar wypłynął na zewnątrz, bez uszkodzenia i zdeformowania pudełka. Nietrudno sobie wyobrazić jak wyglądałaby taka próbka po zastosowaniu pianki budowlanej. Odradzam zatem stosowanie do tego celu pianek budowlanych.
Miejsca, w których najczęściej stosowane są pianki wygłuszające, przedstawione zostały na rysunku (fot. 11).
Oczywiście, w dalszym ciągu stosowane są klasyczne maty wyciszająco-głuszące: płyty Kellera, maty podłogowe czy pianki pod pokrywę silnika i bagażnika. Ale te elementy stosowane są do tłumienia drgań i hałasu, powstających na dużych powierzchniach blach. Blacharz naprawiający nowoczesny samochód spotyka się zatem nie tylko z nowymi blachami i sposobami ich połączeń. Nie wystarczy, że zna produkty chemiczne do zabezpieczania antykorozyjnego i masy uszczelniające. Zmuszony został do zapoznania się z klejami do klejenia blach i tworzyw sztucznych, z klejami i piankami strukturalnymi do wzmacniania węzłów konstrukcyjnych oraz pianek wygłuszających.
Wiesław Wielgołaski




Komentarze (0)