





– montaż okładzin do hamulców bębnowych do pojazdów użytkowych. Kontynuujemy cykl artykułów traktujących o okładzinach ciernych. Tekst powstał na podstawie materiałów udostępnionych przez największego na świecie producenta komponentów układu hamulcowego, grupę TMD Friction – właściciela marki Textar.




Nitowanie
Używane materiały na okładziny muszą spełnić wymagania określone przez producenta oryginalnych elementów lub cechować się jakością zatwierdzoną przez KBA. Okładziny hamulcowe Textar są dostępne w szerokim asortymencie praktycznie do wszystkich zastosowań.
Materiał nitów
Najczęściej stosowane to stal, mosiądz i miedź.
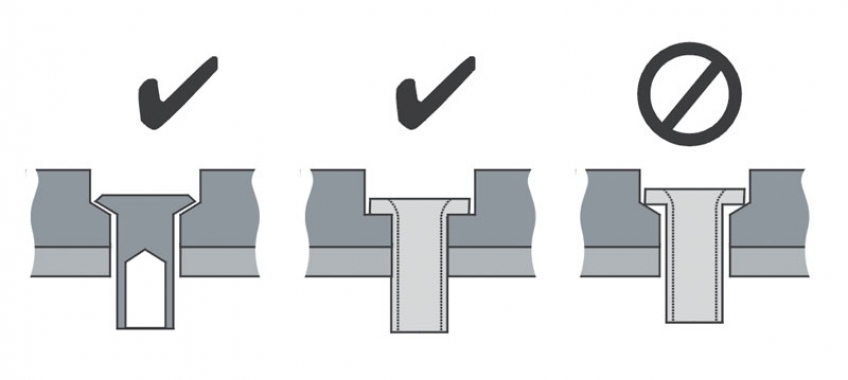
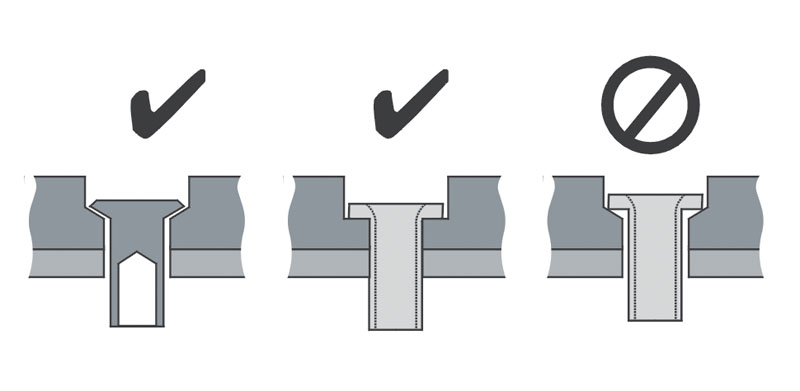
Dobór nitów
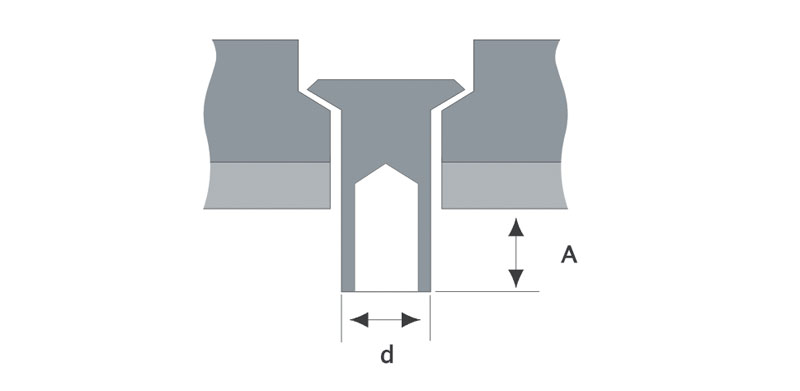
Należy dobrać nity o kształcie dopasowanym do kształtu otworów. Długość nitów można obliczyć według wzoru:
Standard niemiecki
3575 nit półrurkowy
A = 0,5 – 0,75 d
DIN 7338 rurkowy
A = 0,8 – 1,0 d
Przykład
W przypadku nitu do mocowania okładzin hamulcowych wg DIN 7338 o średnicy d = 8 mm trzon nitu A nie powinien wystawać z otworu w szczęce mniej niż 0,8 x 8 mm = 6,4 mm i więcej niż 8 mm.
Ważna uwaga
W przypadku nitów półrurkowych podstawa otworu musi znajdować się na wysokości pozycji „A”, aby było możliwe prawidłowe uformowanie łba.
Narzędzia do nitowania
Dobór prawidłowego zakuwnika i kowadła. Należy postępować zgodnie z instrukcjami opracowanymi przez producenta nitownicy.
Niektórzy producenci pojazdów wymagają, aby okładziny hamulcowe przed nitowaniem nacisnąć na szczęki przy naprężeniu wstępnym 300 N. Wymóg ten spełniają specjalne zakuwniki z przyrządem do wstępnego naprężania oferowane przez firmę Textar, które pasują do prawie wszystkich powszechnie stosowanych nitownic. Siły wywierane przy nitowaniu są bardzo równe i zależą od rodzaju nitu i łączonych materiałów. Dlatego należy dokładnie przestrzegać docisków podanych przez producentów hamulców. Stosunek między wywieranym dociskiem a wynikającą z niego siłą nitowania zmienia się w zależności od typu maszyny.
Nitowanie należy zawsze wykonywać od wewnątrz na zewnątrz, tzn. zaczynać od środka szczęki i kierować się w kierunku jej brzegów.
Końcowa kontrola
Lekkie uderzenia młotkiem pozwalają sprawdzić, czy stan nitowania jest dobry, czy zły. Głuchy dźwięk oznacza, że okładziny są luźne. Czysty dźwięk oznacza, że nitowanie jest prawidłowe.
Za pomocą sprawdzianu do zaworów można sprawdzić, czy pod okładziną znajdują się puste przestrzenie. Przestrzeń powyżej 0,15 mm, która prowadzi głębiej niż do pierwszego rzędu otworów nitowych, może powodować hałas.
Na koniec wszystkie okładziny należy sprawdzić pod kątem pęknięć. Jeżeli wystąpią one w obszarze nitów, to świadczą one o nieprawidłowej obróbce.
Na podstawie materiałów Textar




Komentarze (0)