






dr inż. Tomasz Tomczyk, dyrektor pionu szkoleń w firmie NOVOL
Patrząc na porysowaną i pozbawioną połysku powierzchnię lakieru na samochodzie, zaczynamy się zastanawiać, co zrobić, żeby przywrócić ją do stanu idealnego. Najprostszym i najpewniejszym rozwiązaniem jest zlecenie usługi polerowania firmie zajmującej się profesjonalnie auto detailingiem lub doświadczonemu lakiernikowi. I w zasadzie w tym momencie można by artykuł zakończyć, ale czy nie każdy chce zostać „bohaterem w swoim domu”? Zanim zabierzemy się do polerowania, warto wiedzieć, na co zwrócić szczególną uwagę.
Dobór maszyny do polerowania
Ze względu na rodzaj ruchu polerki dzielimy na:
- rotacyjne (obrotowe),
- rotacyjno-orbitalne.
Na rynku historycznie najpopularniejsze są polerki rotacyjne, lecz coraz większe zainteresowanie wzbudzają polerki rotacyjno-orbitalne. Cechą polerki rotacyjnej jest wysoka obwodowa prędkość liniowa, zależna od średnicy pada – łatwo policzyć, że przy średnicy 150 mm i prędkości 2000 obr./min daje to blisko 16 m/s. Tak wysoka prędkość liniowa pozwala na bardzo skuteczną korektę lakieru, lecz z drugiej strony w rękach niewykwalifikowanego operatora niesie duże ryzyko przegrzania i uszkodzenia powłoki lakierowej. Połączenie ruchu rotacyjnego z orbitalnym pozwala zmniejszyć temperaturę powierzchni i ryzyko jej przegrzania. W tabeli 1 zestawiono najważniejsze cechy polerek rotacyjnych i rotacyjno-orbitalnych.
Na co zwrócić uwagę przy wyborze maszyny polerskiej?
- Ergonomiczność konstrukcji polerki (zależna od osobistych preferencji – sposób i komfort uchwytu, umiejscowienie przełączników regulacji obrotów).
- Możliwość regulacji obrotów w zakresie od 600 do 2000 obr./min.
- Elektroniczna kontrola prędkości – stała prędkość obrotowa niezależnie od nacisku operatora.
- Dobre wyważenie maszyny polerskiej, pozwalające na łatwe prowadzenie i brak wibracji.
Dobór pada polerskiego
1) Materiał pada
a) Wełna (futra polerskie) – wysokiej jakości futra polerskie wykonane są z naturalnej owczej wełny (np. merynosów), przez co cechują się dużą trwałością; mają dużą zdolność korekcji lakieru, świetnie sprawdzają się na mocno zniszczonych oraz twardych lakierach. Typowe zastosowanie to usuwanie drobnych niedoskonałości powstałych na lakierze, np. kolistych rysek powstałych po myciu, odświeżanie powierzchni z wyblakłym lakierem itp.
b) Gąbki – gąbki polerskie wykonane są z pianki poliuretanowej o strukturze komórkowej. Istotne jest, aby struktura komórek była otwarta, gdyż zapewnia to przepływ powietrza, wspomagając chłodzenie powierzchni; otwarta struktura komórkowa oznacza również mniejszą tendencję do zapychania i możliwość stopniowego oddawania pasty podczas polerowania, zapewniająca lepsze właściwości korekcyjne.
Twardość gąbki – producenci gąbek polerskich zazwyczaj dostarczają pady o różnych twardościach, dających różne możliwości korekcyjne. Najczęściej stosowane są systemy kolorów do oznaczania poszczególnych twardości.
Struktura powierzchni kontaktowej gąbki z powierzchnią polerowaną:
- karbowana – stosowana do prac wykończeniowych przy użyciu mleczek polerskich; kontakt z powierzchnią mają tylko wypukłości (karby), przez co powierzchnia styku jest mniejsza, to zaś pozwala na pracę przy większych obrotach i nie powoduje efektu przypalania pasty polerskiej;
- frezowana (nacięcia) – funkcją nacięć jest zatrzymywanie pasty polerskiej na powierzchni gąbki i późniejsze równomierne oddawanie jej na polerowany element; chronią również przed nadmiernym rozpryskiwaniem przez utrzymywanie nadmiaru pasty w nacięciach.
c) Układy hybrydowe (gąbka + wełna)
- w układzie hybrydowym futro jest osadzone na gąbce polerskiej. Takie układy cechują się umiarkowanym stopniem ścieralności połączonym z dobrą redukcją ciepła, dzięki czemu zabezpieczają lakier przed uszkodzeniem.
2) Średnica pada
Ma ona bezpośredni wpływ na jego agresywność. Związane jest to z prędkością liniową na obwodzie, która jest wynikiem prędkości obrotowej polerki i średnicy pada. Im wyższa prędkość liniowa, tym skuteczniejsza korekta, ale również wyższe wspomniane już ryzyko związane z przegrzaniem powierzchni i przypaleniem powłoki lakierowej.
3) Sposób mocowania pada
- mocowanie bezpośrednie – gąbka polerska jest na stałe połączona z talerzem oporowym; zaletą jest powtarzalne centryczne mocowanie na maszynie polerskiej;
- mocowanie pośrednie – za pomocą talerza oporowego (talerz oporowy jest zamocowany do polerki na standardowy gwint M14, na talerzu znajduje się rzep, przez co możliwa jest szybka zmiana gąbek podczas polerowania).
Kulki polerskie
W przypadku trudno dostępnych miejsc (np. we wnękach i wgłębieniach) doskonałym rozwiązaniem są kulki polerskie wykonane z gąbki poliuretanowej. Struktura gąbki umożliwia zatrzymanie wody w jej wnętrzu, co przyspiesza odprowadzenie ciepła z polerowanej powierzchni. Kulka jest zakończona trzpieniem umożliwiającym współpracę z wiertarką. Świetnie sprawdzają się np. przy polerowaniu felg.
Dobór pasty polerskiej
Mnogość producentów oferujących pasty polerskie może przyprawić o zawrót głowy. Każdy producent proponuje własny system o różnej złożoności dla osiągnięcia jak najlepszego efektu.
W niniejszym artykule chciałbym krótko przedstawić system polerski Quattro, opracowany przez firmę NOVOL.
System polerski Quattro to system 2-etapowy.
- Etap 1, pasta polerska Quattro – jest mieszaniną drobnoziarnistego materiału ściernego i specjalnie dobranego nośnika (niezawierającego silikonów ani wosków) dającego paście półpłynną konsystencję. Podczas polerowania w wyniku tarcia ziarno zawarte w paście rozciera się praktycznie do zera, czyli zostaje całkowicie wyeliminowane w wyniku rozpadu cząsteczek ścierniwa. Przy odpowiednich twardościach podłoża (proces uzyskania końcowej twardości lakieru od momentu aplikacji trwa około 6-7 dni przy 20°C) pastę można traktować jako produkt jednoetapowy.
- Etap 2, mleczko polerskie Quattro – jest mieszaniną bardzo drobnego materiału ściernego i specjalnego nośnika. Bardzo drobny materiał ścierny konieczny jest do dopracowania powierzchni w szczególności na lakierach świeżych, gdzie podłoże nie jest wystarczająco utwardzone, żeby mógł nastąpić całkowity rozpad cząsteczek pasty polerskiej. Nieroztarte cząsteczki pasty powodują powstawanie mikrodefektów na powierzchni. Mleczko polerskie Quattro możemy wykorzystać do odświeżania niezbyt zniszczonych powłok, uzyskania bardzo wysokiego połysku na starych lakierach lub jako wykończenie przy usuwaniu hologramów na lakierach świeżych.
System Quattro jest maksymalnie prosty w użytkowaniu i jednocześnie daje bardzo szybki efekt trwałej korekty powłoki lakierowej. Pasta bardzo dobrze rozprowadza się na gąbce i na elemencie. Co ważne, przy zabrudzeniu pastą sąsiadujących elementów (szczególnie z tworzywa sztucznego) możemy ją zmyć wodą bez większego problemu.
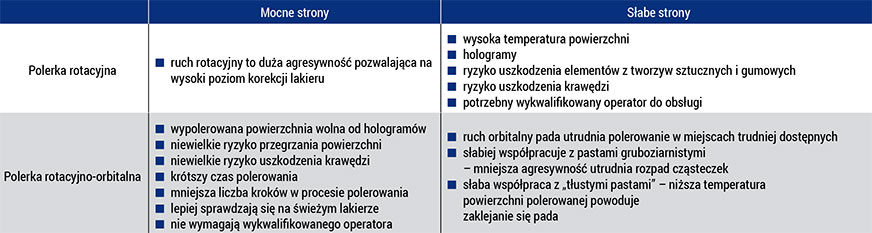
Tabela 1. Zestawienie słabych i mocnych stron polerek rotacyjnych i rotacyjno-oscylacyjnych. Źródło: Na podstawie materiałów szkoleniowych firmy Rupes
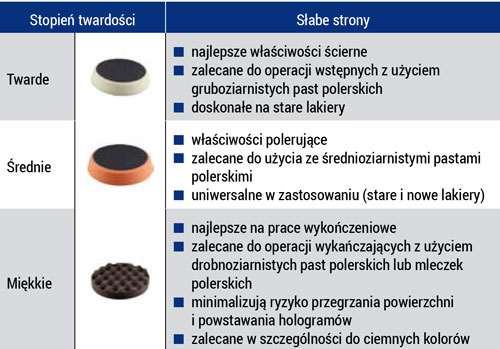
Tabela 2. Charakterystyka i przeznaczenie gąbek w zależności od stopnia ich twardości. Źródło: NOVOL
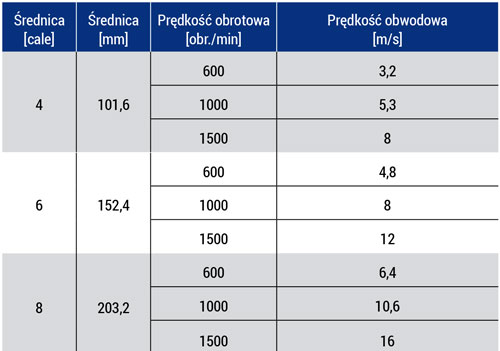
Tabela 3. Prędkość obwodowa w zależności od średnicy pada i zadanej prędkości obrotowej polerki
Przebieg polerowania w systemie Quattro
1. W celu usunięcia wtrąceń, zanieczyszczeń lub nadmiernej struktury (np. „skórka pomarańczy”) powierzchnię przeznaczoną do polerowania należy wstępnie przeszlifować papierem ściernym o gradacji P2000-P2500.
2. Przy polerowaniu na sucho nanieść niewielką ilość pasty na suchą gąbkę i na element, przy polerowaniu na mokro pastę należy nanosić w ten sam sposób, ale na wilgotną gąbkę (zamoczoną w wodzie i odwirowaną).
3. Do polerowania używamy polerki maszynowej (elektrycznej lub pneumatycznej) w zakresie 1000-2000 obr./min z gąbką polerską białą (twardą) lub pomarańczową (średniej twardości).
4. Polerujemy z lekkim lub średnim naciskiem na polerkę, odpowiednio dopasowując obroty, tak aby nie przegrzać lakieru, a jednocześnie uzyskać wymagany efekt. Powtarzamy czynność aż do zupełnej likwidacji rys.
5. Podczas polerowania, w momencie gdy pasta polerska zaczyna podsychać, zbieramy zaschnięty nadmiar za pomocą wilgotnej ściereczki lub zraszamy delikatnie powierzchnię elementu wodą, redukujemy nacisk polerki i kontynuujemy polerowanie.
6. Po zakończonej pracy nadmiar produktu lub zabrudzenia na powierzchni z tworzyw sztucznych i sąsiadujących elementów usuwamy zwilżoną ściereczką.
7. Zakończoną pracę polerską należy ocenić wizualnie, porównując np. połysk i strukturę lakieru z sąsiadującymi elementami.
Ważne parametry przy wyborze systemów polerskich:
- czas polerowania (możliwość uzyskania szybkiej korekcji delikatnych rys po szlifowaniu drobnoziarnistymi papierami ściernymi),
- możliwość uzyskania wysokiego i trwałego połysku (brak w składzie silikonów i wosków, nadających „sztuczny połysk” znikający po czasie),
- możliwość pracy na mokro i na sucho,
- stosowanie do lakierów świeżych i w pełni utwardzonych,
- łatwość usunięcia zabrudzeń z tworzywa sztucznego.
Podsumowanie
Polerowanie powłoki lakierowej nie jest prostym zadaniem. W zasadzie powinniśmy mówić o technologii polerowania. Każdy element składowy tej technologii, począwszy od przygotowania powierzchni do polerowania, doboru pada (rodzaju, twardości i wielkości), doboru systemu pasty polerskiej, techniki polerowania (liczby przejść, prędkości obrotowej, nacisku na powierzchnię), ma ogromny wpływ na efekt końcowy. Ważne jest także przestrzeganie zaleceń technologicznych producenta i zachowanie ostrożności, żeby zamiast uzyskania olśniewającego połysku nie być zmuszonym do wizyty u lakiernika, aby polakierować element z przetartym lakierem.




Komentarze (0)