





Bicie osiowe części roboczej tarczy hamulcowej
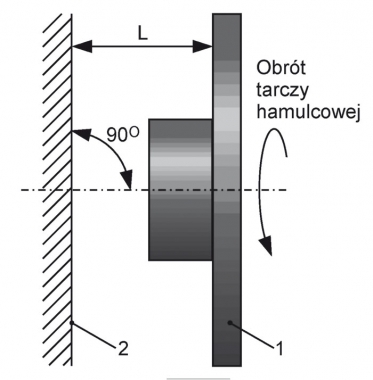
Jeśli część robocza tarczy hamulcowej jest idealnie płaska, a jej zamocowanie całkowicie prostopadłe do osi obrotu, to odległość L (rys. 7), mierzona podczas obrotu tarczy hamulcowej, pomiędzy różnymi punktami powierzchni jej części roboczej a płaszczyzną odniesienia 2, prostopadłą do osi obrotu tarczy hamulcowej, będzie taka sama. W rzeczywistości odległość ta nie jest taka sama dla różnych punktów tarczy hamulcowej, a zmianę jej wartości nazywamy biciem, a dokładniej biciem osiowym części roboczej, bowiem zmiana wymiaru L następuje równolegle do osi obrotu tarczy hamulcowej. Oczywiście, tarcza hamulcowa ma również tzw. bicie promieniowe jej obrzeża, prostopadłe do osi obrotu, ale jego wartość dla tarcz hamulcowych w warunkach warsztatowych nie podlega kontroli.
Pomiar bicia osiowego części roboczej tarczy hamulcowej
Do pomiaru bicia osiowego części roboczej tarczy hamulcowej używa się zegarowych czujników pomiarowych o dokładności pomiaru 0,01 mm. Czujnik pomiarowy (rys. 8a) ma zewnętrzną skalę o rozdzielczości 0,01 mm (wartość najmniejszej działki), którą można obracać. Wartości na zewnętrznej skali wskazuje główna wskazówka 3. Jej jeden pełny obrót oznacza, że końcówka pomiarowa czujnika 5 przemieściła się o 1 mm. Na tarczy czujnika znajduje się „mała” skala 2, o rozdzielczości 1 mm. Na niej wskazówka pomocnicza pokazuje „pełne” milimetry, czyli informuje nas ile pełnych obrotów wykonała główna wskazówka 3, bowiem zakres pomiarowy czujnika wynosi kilka milimetrów. Czujniki zegarowe mocuje się w szczękach 4 uniwersalnych podstawek z uchwytem magnetycznym (rys. 9) lub w szczękach specjalnych podstawek, przykręcanych do np. korpusu zacisku hamulcowego. Czujnik zegarowy styka się z mierzoną powierzchnią końcówką pomiarową 5. Jej ruch w kierunku „do środka” czujnika powoduje uruchomienie układu pomiarowego. W mojej opinii, taki czujnik zegarowy z podstawką powinien posiadać każdy warsztat, który chce obsługiwać hamulce, nawet tylko wymieniać klocki i tarcze hamulcowe. Jest to podstawowe narzędzie pomiarowe. Jest w ofercie firmy ATE. Można też szukać go w sklepach z wyposażeniem narzędziowym dla zakładów produkcyjnych o profilu mechanicznym.
1) Pomiar bicia osiowego części roboczej tarczy hamulcowej przeprowadza się jak podano poniżej.
2) Pomiar bicia osiowego części roboczej tarczy hamulcowej można przeprowadzić tylko, jeśli luz łożysk koła mieści się w dopuszczalnych granicach. Jeśli luz ten jest nadmierny, pomiar ten nie ma sensu.
Ponadto, jeśli luz łożysk koła jest za duży, to gdy hamulce nie pracują, tarcza hamulcowa ociera częścią roboczą o klocki hamulcowe. Natomiast podczas hamowania, współpracy klocków i powierzchni roboczej tarczy hamulcowej mogą towarzyszyć drgania i piski.
Pomiar bicia osiowego tarczy hamulcowej wykonujemy dla tarczy zamontowanej w samochodzie, przy zdjętym kole. Ponadto, firmy ATE i Brembo zalecają, by do piasty koła wkręcić śruby służące do mocowania koła lub na szpilki piasty nakręcić nakrętki (rys. 10). Pomiędzy śruby lub nakrętki służące do mocowania koła a tarczę hamulcową należy uprzednio podłożyć podkładki, by profilowane łby śrub lub nakrętki nie uszkodziły tarczy hamulcowej. Następnie należy na krzyż (przy czterech śrubach mocujących koło) lub co drugą (przy pięciu śrubach mocujących koło) dokręcić te śruby lub nakrętki, stosując moment obrotowy o wartości równej momentowi obrotowemu, która jest wymagana przy dokręcaniu tarczy koła (jeśli brak danych, to można użyć momentu dokręcania 100 Nm).
Tak wykonywany pomiar bicia tarczy hamulcowej odbywa się dla niej w takich samych warunkach, jakie występują, gdy do piasty koła jest zamocowana tarcza koła.
3. Czujnik zegarowy mocujemy prostopadle do tarczy hamulcowej. Niespełnienie tego warunku powoduje, że wartość bicia osiowego będzie zaniżona. Końcówka pomiarowa 5 musi dotykać do powierzchni roboczej tarczy hamulcowej w odległości 10 do 15 mm od jej zewnętrznego brzegu (rys. 8b).
4. Następnie napinamy układ pomiarowy (rys. 8b). Polega to na tym, że czujnik należy zamontować w takiej odległości od tarczy hamulcowej, aby tak wcisnąć końcówkę pomiarową 5, która dotyka powierzchni roboczej tarczy hamulcowej, by główna wskazówka 3 wykonała ok. jednego obrotu.
Jest to potrzebne dla skasowania luzów. Ponadto, mocując czujnik nie wiemy, w jakim punkcie tarczy hamulcowej jest on mocowany. Gdy będziemy obracać tarczę hamulcową, to końcówka pomiarowa 5 będzie się zarówno wsuwać w kierunku „do czujnika”, jak i wysuwać w kierunku „z czujnika”. Należy więc zostawić pewien „zapas” napięcia układu pomiarowego, aby jego sprężyny mogły wysuwać końcówkę pomiarową 5, która nie może utracić kontaktu z powierzchnią roboczą tarczy hamulcowej. Ponieważ w tym pomiarze mierzyć będziemy bicie o wartości do kilku dziesiątych milimetra, czyli główna wskazówka będzie wychylać się w zakresie kilkudziesięciu działek (dla czujnika na rys. 8, 1 działka = 0,01 mm), zbędne jest więc większe napinanie układu pomiarowego.
Jeśli w innych pomiarach przewidujemy, że zakres zmian mierzonej wartości będzie większy, to trzeba tak zamontować czujnik, aby główna wskazówka wykonała np. dwa obroty. Zbędne, za silne napięcie układu pomiarowego zużywa go. Ponadto, rośnie siła docisku końcówki pomiarowej 5 do tarczy hamulcowej, co zwiększa jej zużycie ścierne końcówki pomiarowej.
5. Po ustawieniu czujnika zegarowego, należy dla naszej wygody tak obrócić zewnętrzną obrotową skalę czujnika, aby główna wskazówka pokazywała np. liczbę 50 (rys. 8c). Ustawienie tej wskazówki na cyfrę 0 nie jest potrzebne, bo mierzymy zmianę wartości, a nie jest wartość bezwzględną. Ponadto, ustawienie na 0 utrudnia odczyt. Tak przygotowanym czujnikiem przystępujemy do pomiaru.
6. Powoli obracamy tarczę hamulcową 6, zapamiętując jaką najmniejszą i największą wartość pokazała wskazówka główna 3 na zewnętrznej skali 1 (rys. 8d). Należy wykonać przynajmniej 2 pełne obroty tarczy hamulcowej 6, aby zobaczyć czy za każdym obrotem uzyskamy to samo maksymalne i minimalne wskazanie.
7. Odejmujemy odczytane wartości wskazane przez główną wskazówkę. Ich różnica jest wartością bicia tarczy hamulcowej (rys. 8d).
Jeśli przykładowo doczytane były wartości: maksymalna = 53 działki, minimalna = 46 działek, to wartość bicia wynosi:
53 - 46 = 7
czyli 7 działek. Ponieważ 1 działka odpowiada wartości 0,01 mm, więc zmierzona wartość bicia osiowego części roboczej tarczy hamulcowej wynosi:
7 działek 0,01 mm/działkę = 0,07 mm
Zmierzoną wartość porównujemy z zakresem wartości dopuszczalnych, podanych w następnym punkcie.
Podczas pomiaru bicia tarczy hamulcowej mierzymy zarówno bicie samej tarczy hamulcowej, jak i bicie piasty koła. Ponadto, na wynik pomiaru mają wpływ lub można powiedzieć, że są również pośrednio mierzone (jeśli występują):
- zmienna grubość części roboczej tarczy hamulcowej
- błąd równoległości części roboczej tarczy hamulcowej.
Dopuszczalne wartości bicia osiowego części roboczej tarczy hamulcowej
Wartości dopuszczalne bicia osiowego części roboczej tarczy hamulcowej, określane przez producentów samochodów, mieszczą się w zakresie od 0,03 do 0,22 mm.
Wartość bicia osiowego o wartości ok. 0,03 mm często nie jest możliwa do uzyskania dla tarczy w stanie zamontowanym, w warunkach eksploatacji. Natomiast wartość bicia wynosząca ok. 0,22 mm nie gwarantuje w nowoczesnych samochodach prawidłowej pracy hamulców. Dlatego należy przyjąć, że bicie osiowe tarczy hamulcowej dla współczesnych samochodów nie powinno przekraczać wartości od 0,06 do 0,1 mm. Dla starszych samochodów bicie tarczy hamulcowej nie powinno również przekraczać 0,1 mm. W hamulcach ze stałymi zaciskami hamulcowymi wymagana jest mniejsza wartość bicia osiowego części roboczej tarczy hamulcowej. Natomiast w hamulcach z pływającymi zaciskami hamulcowymi dopuszcza się bicie osiowe części roboczej tarczy hamulcowej o większej wartości.
Przyczyny nadmiernego bicia osiowego części roboczej tarczy hamulcowej
Bicie tarczy hamulcowej może być następstwem:
- skrzywienia tarczy hamulcowej;
- skrzywienia piasty koła;
- zanieczyszczenia, korozji lub uszkodzenia płaszczyzny oporowej piasty koła;
- niewłaściwego demontażu lub montażu tarczy hamulcowej.
Skrzywienie tarczy hamulcowej
Może ono nastąpić w nowej tarczy hamulcowej samorzutnie w następstwie naprężeń odlewniczych, które pozostały „ukryte” i same się ujawniły. Tarcza taka, po jej obróbce (usunięciu bicia), przeważnie nie ulegnie już drugi raz skrzywieniu. Tarcza hamulcowa może również ulec skrzywieniu w następstwie przegrzania. Narażone są na to nawet tarcze o dobrej jakości, jeśli przegrzanie będzie silne.
Skrzywienie piasty koła
Może być ono następstwem wypadku. Mógł np. ulec zgięciu czop piasty. Aby sprawdzić czy jest to również przyczyna bicia tarczy hamulcowej, należy zmierzyć bicie osiowe piasty koła, a ściślej bicie jej płaszczyzny oporowej. W tym celu należy zdemontować tarczę hamulcową, zaznaczając uprzednio jej położenie względem piasty koła. Pomiar bicia płaszczyzny oporowej piasty koła przeprowadzamy w taki sam sposób, jak pomiar bicia części roboczej tarczy hamulcowej (rys. 11). Końcówkę pomiarową czujnika przystawiamy do płaszczyzny oporowej piasty koła w możliwie największej odległości od osi obrotu koła (rmax). Maksymalna dopuszczalna wartość bicia płaszczyzny oporowej piasty koła, zmierzona w największej możliwej odległości od osi obrotu, nie powinna przekraczać ½ wartości dopuszczalnego bicia osiowego dla tarczy hamulcowej w danym samochodzie. Jeśli brak szczegółowych danych, proszę przyjąć wartość 0,03 mm.
Zanieczyszczenie, korozja lub uszkodzenie płaszczyzny oporowej piasty koła
Płaszczyzna robocza tarczy hamulcowej musi być prostopadła do osi obrotu piasty koła. Jeśli tarcza hamulcowa nie będzie dokładnie przylegać do płaszczyzny oporowej piasty koła, to warunek ten nie będzie spełniony (rys. 12). Może być to wynik niedbałego montażu, podczas którego zanieczyszczenie 4 dostało się pomiędzy tarczę hamulcową 3 a piastę koła 1. Jeśli podczas wymiany tarczy hamulcowej zobaczymy, że płaszczyzna oporowa piasty, którą styka się ona z tarczą hamulcową, jest skorodowana, to przed montażem nowej tarczy hamulcowej należy szczotką drucianą lub specjalną tarczą do czyszczenia powierzchni oporowej i pierścienia centrującego piasty koła (są w ofercie firmy ATE) usunąć z niej rdzę, bo zardzewiała powierzchnia oporowa piasty nie daje gwarancji prawidłowego ułożenia tarczy hamulcowej. Jeśli na płaszczyźnie oporowej piasty zauważymy uszkodzenia powierzchni (na uszkodzenia te najbardziej narażone są krawędzie piasty), które mogły powstać wskutek np. upadku części, uderzeń lub prób podważania czegoś, to również należy je usunąć. Można to zrobić pilnikiem. Podczas obróbki końcowej pilnik należy bazować na nieuszkodzonej płaszczyźnie oporowej piasty koła, aby nie zukosować obrabianej powierzchni. Jeśli jest to piasta koła napędowego, należy włączyć bieg, aby podczas obróbki piasta się nie obracała. Przed montażem tarczy hamulcowej powierzchnia oporowa piasty koła powinna być wyczyszczona szmatką nasączoną czystą benzyną, naftą lub środkiem do mycia hamulców.
Niewłaściwy demontaż, montaż lub błędy w obróbce tarczy hamulcowej
Może się zdarzyć, że po montażu:
- używanej tarczy hamulcowej (była tylko demontowana i nieobrabiana),
- nowej tarczy hamulcowej,
- tarczy hamulcowej po obróbce przez toczenie (była demontowana i obrabiana na stacjonarnej tokarce), nie jest możliwe uzyskanie bicia osiowego części roboczej o wartości mniejszej niż dopuszczalne. Aby uniknąć tych problemów, sugeruję przy demontażu, montażu i obróbce tarcz hamulcowych przestrzegać przedstawionych poniżej zasad.
1. Luz łożyskowania piasty koła powinien być prawidłowy. Jeśli podlega on regulacji, musi być prawidłowo wyregulowany. Nakrętka piasty musi być dokręcona z wymaganą wartością momentu.
2. Powierzchnia oporowa i pierścień centrujący piasty koła oraz powierzchnia oporowa i otwór centrujący tarczy hamulcowej muszą być czyste, bez śladów rdzy oraz bez śladów uszkodzeń mechanicznych.
3. Małe śruby wkręcane w piastę służą tylko do przytrzymania tarczy hamulcowej. Właściwymi śrubami mocującymi tarczę hamulcową są śruby mocujące koło samochodu. Dlatego, co jest szczególnie ważne przy mocowaniu nowych tarcz hamulcowych, przy montażu koła należy:
a) dokręcać śruby mocujące koło:
- na krzyż, gdy są cztery śruby;
- co drugą, gdy jest pięć śrub;
b) śruby mocujące koło należy dokręcać w dwóch przejściach, stosując w drugiej „kolejce” klucz dynamometryczny i dokręcając te śruby wymaganą wartością momentu obrotowego.
Błędem jest dokręcanie śrub po kolei, oraz używanie tylko klucza pneumatycznego, bez dokręcenia ich w drugiej „kolejce” przynajmniej zwykłym kluczem – zdecydowanie jest zalecany klucz dynamometryczny.
4. Jeśli po pierwszym zamontowaniu tarczy hamulcowej, nawet nowej lub obrabianej, wartość bicia osiowego części roboczej ma za dużą wartość, należy obrócić ją względem piasty tak, aby możliwy był jej montaż w innej pozycji względem piasty koła, i w tej pozycji ponownie ją zamontować. Następnie należy powtórnie zmierzyć wartość bicia osiowego i ocenić ją. Może uda się „trafić” w takie wzajemne ustawienie tarczy hamulcowej i piasty koła, w którym wartość bicia osiowego części roboczej tarczy hamulcowej będzie miała wartość dopuszczalną lub nawet minimalną.
5. Jeśli już eksploatowana tarcza hamulcowa jest demontowana, ale ta sama tarcza hamulcowa będzie montowana ponownie, to należy oznaczyć np. wodoodpornym flamastrem jej pozycję względem piasty koła, aby ją zamontować ponownie w tym samym ustawieniu względem piasty koła.
6. Jeśli powierzchnia robocza tarcz hamulcowych ma być poddana obróbce, to lepiej toczyć tarcze hamulcowe zamontowane na piaście koła, stosując do tego odpowiednie obrabiarki. Mocowanie w uchwycie tokarki i ponowny montaż tarczy hamulcowej na piaście koła może być źródłem dodatkowych błędów, które sprawią, że wartość bicia osiowego części roboczej tarczy hamulcowej będzie miała za dużą wartość.
W ostateczności, gdy mimo przestrzegania wszystkich zasad dotyczących demontażu, montażu i obróbki tarczy hamulcowej, wartość bicia osiowego powierzchni roboczej tarczy hamulcowej jest za duża, to może być niezbędna wymiana niektórych części, np. piasty koła lub jej łożyska.
Stefan Myszkowski




Komentarze (2)