





Uszczelnianie połączeń blach nadwozia samochodu to nie tylko pomazanie pierwszą lepszą masą uszczelniającą. To przede wszystkim poznanie rodzajów stosowanych mas, ich właściwości, miejsc aplikacji, sposobów nałożenia, odpowiednich narzędzi i ćwiczenie, ćwiczenie, ćwiczenie...
Z braku odpowiednich umiejętności czas zaoszczędzony na stosowaniu nowych materiałów i nowoczesnych technologii lakierowania traci się już na wstępie, przy nakładaniu masy uszczelniającej. Uszczelnianie połączeń blach nadwozia można podzielić ze względu na:
- rodzaj zastosowanej masy i koniecznego narzędzia do jej aplikacji,
- powierzchnię, na którą dana masa jest nakładana.
Rodzaje mas uszczelniających
W warsztacie naprawczym w trakcie naprawy blacharsko-lakierniczej wszystkie fabrycznie nałożone powłoki muszą być odtworzone, najlepiej jeżeli będą wyglądały tak jak fabryczne. Zastosowanie takich samych materiałów jak w fabryce jest niemożliwe ze względu na wysokotemperaturowy proces ich nakładania: lakier, masa PCW, wosk. Dlatego też w warsztacie blacharsko- -lakierniczym muszą być zastosowane materiały, których technologia nakładania nie wymaga stosowania wysokich temperatur. Nie są to materiały gorsze, a w niektórych przypadkach nawet lepsze. Blacharz czy lakiernik mają do dyspozycji bardzo dużo materiałów o różnorodnych właściwościach pozwalających na odtworzenie struktur i kształtów ściegów nakładanych fabrycznie. Masy kauczukowe – nakładane pędzlem, ze wzglądu jednak na zawartość rozpuszczalników organicznych wycofywane są z prac blacharsko-lakierniczych. Podobnie masy akrylowe, na bazie dyspersji wodnej. Wprowadzenie obróbki na sucho do przygotowania powierzchni karoserii do lakierowania wyparło także masy na bazie wodnej.
Masy poliuretanowe PUR – nakładane na spoiny zgrzewane i spawane po połączeniu blach. Obecnie powszechnie stosowane w warsztatach blacharsko-lakierniczych. Z jednej strony ze względu na właściwości przewyższające masy kauczukowe, a z drugiej strony ze względu na relatywnie niską cenę. Masy PUR nie są jednak odporne na długotrwałe działanie promieni słonecznych, dlatego muszą być polakierowane lub przykryte listwą ochronną. Mogą być natomiast lakierowane przed ich całkowitym utwardzeniem się, ale tylko lakierami rozpuszczalnikowymi. Lakiery wodorozcieńczalne zawierają alkohol, który działa negatywnie na utwardzanie się mas poliuretanowych.
Do lakierowania lakierami wodorozcieńczalnymi masy PUR muszą być całkowicie utwardzone. Należy także pamiętać, że świeżo nałożona masa poliuretanowa nie jest zgodna z tworzywem MS. Masa poliuretanowa przed nałożeniem na nią materiałów na bazie MS musi być całkowicie utwardzona.
Masy na bazie modyfikowanych silanów MS – najnowsze masy uszczelniające i klejące, które mogą być nakładane pomiędzy blachy także przed zgrzewaniem. Masy te służą przede wszystkim do uszczelnienia oraz do zabezpieczenia antykorozyjnego łączonych ze sobą blach.
Polimery modyfikowanych silanów są obecnie najnowocześniejszym tworzywem pozwalającym na uszczelnianie i zabezpieczanie antykorozyjne blach karoseryjnych w warunkach warsztatowych. Jedną masą można wykonać wszystkie potrzebne uszczelnienia i zabezpieczenia. Także wykonać ściegi o strukturze „baranka” lub jako szerokie pasy w celu tłumienia drgań i hałasu przez natryskiwanie specjalnym pistoletem. Masy uszczelniające MS są masami ekologicznymi. Nie zawierają rozpuszczalników, izocyjanianów, PCW i silikonów. Nie mają zapachu. Utwardzają się, podobnie jak poliuretany, przez wilgoć zawartą w powietrzu do postaci elastyczno-gumowej. Tworzenie się „skórki” na powierzchni masy i czas wskrośnego utwardzania się zależą od wilgoci i temperatury powietrza oraz od grubości nałożonego ściegu. W warunkach normalnych, czyli w temp. 20°C i przy wilg. wzgl. 50% tworzenie się „skórki” następuje po około 10-20 min. Prędkość utwardzania się około 3,5 mm/24 godz. Po utwardzeniu są obojętne dla środowiska naturalnego, odporne na działanie promieni słonecznych i czynników zewnętrznych, także benzyn, olejów, kwasów i soli. Masy MS mają bardzo dobrą przyczepność do odtłuszczonej blachy stalowej: surowej, fosforanowanej, ocynkowanej galwanicznie i elektrolitycznie, chromowanej, polakierowanej. Także do stali szlachetnej, miedzianej, aluminiowej oraz do wielu tworzyw sztucznych, poza PE, PP i PMMA. Przy tworzywach termoplastycznych zaleca się przeprowadzić próby, przy czym przeszlifowanie powierzchni poprawia przyczepność. Masy na bazie modyfikowanych silanów można lakierować w systemie „mokre na mokre” jedno- lub dwuskładnikowymi lakierami, także zawierającymi rozpuszczalniki alkoholowe. Szybkie polakierowanie masy nie przeszkadza w jej wskrośnym utwardzeniu się, jednakże opóźnia ten proces. Optymalną przyczepność lakieru otrzymuje się przy lakierowaniu w przeciągu 3 godzin po nałożeniu masy. Po całkowitym utwardzeniu się powierzchnia masy musi być przygotowana do lakierowania jak przy lakierowaniu tworzyw sztucznych. Przy lakierowaniu żywicami alkidowymi może występować opóźnienie utwardzania się masy. W niektórych nieprzychylnych przypadkach, przy lakierowaniu lakierem typu „metalik”, mogą występować problemy z przyczepnością. Dlatego poleca się przeprowadzenie prób z podkładem do tworzyw sztucznych. Utrata przyczepności może być także spowodowana po użyciu niektórych zmywaczy do usuwania silikonu.
Uwaga
Mas na bazie MS nie można pokrywać antykorozyjnymi masami kauczukowymi lub woskowymi przed ich całkowitym utwardzeniem. Masy MS nie mogą być także pokrywane antykorozyjną masą na bazie żywic syntetycznych.
Rodzaje uszczelnianych powierzchni
Wiemy już, jakie rodzaje mas uszczelniających stosowane są w warsztacie lakierniczym. Teraz możemy omówić zakres uszczelnień stosowanych podczas napraw lakierniczych.
Uszczelnianie połączeń obrzeżnych
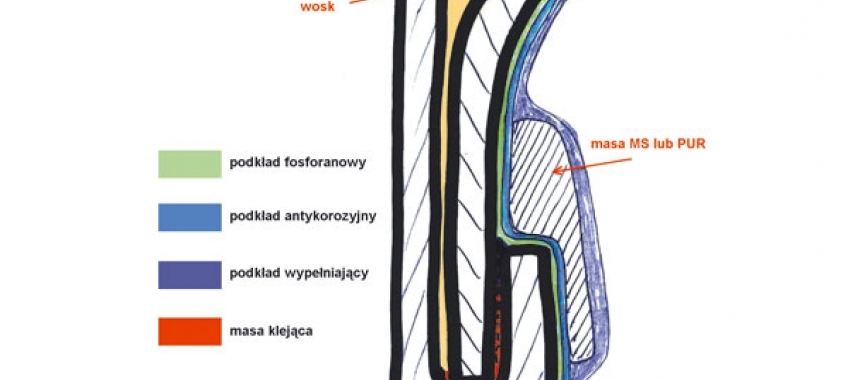
Obrzeżne połączenia blach występują na krawędziach drzwi, pokrywy silnika i pokrywy bagażnika. Połączenia te nie są wykonane techniką spawania lub zgrzewania ze względu na konieczność zachowania gładkiej powierzchni blachy poszycia zewnętrznego. Prawidłowo wykonane połączenie wykonane jest techniką klejenia. Klej mocuje połączenie, uszczelnia i zabezpiecza antykorozyjnie. Ale nie wszyscy producenci samochodów stosują klej do połączenia obydwu elementów. Niektórzy tylko zaginają blachy bez ich klejenia. Natomiast wszyscy stosują masę uszczelniającą nakładaną na takie połączenie blach (rys. 1). Kształt ściegu fabrycznie nałożonego jest różny, niekiedy bardzo trudny do odtworzenia w warsztacie naprawczym. Płaski kształt ściegu można uzyskać także przez odpowiednie przycięcie dyszy okrągłej i jej poprzeczne prowadzenie. Jednak nie uzyskamy w ten sposób równego i w jednakowej odległości od krawędzi blachy ściegu masy uszczelniającej. Do odwzorowania fabrycznego ściegu potrzebna jest specjalna dysza skrzydełkowa (fot. 2). Dysza ma przekrój wypukło- -płaski i zwęża się ku wylotowi. Zaznaczone na dyszy poprzeczne kreski i liczby określają szerokość ściegu w zakresie od 5 do 13 mm. Skrzydełka dyszy pomagają przy utrzymaniu jednakowej odległości ściegu masy od krawędzi blachy. Przygotowanie dyszy rozpoczynamy od odcięcia jednego ze skrzydełek. Pracownik praworęczny odcina prawe skrzydełko, natomiast leworęczny lewe skrzydełko. Następnie określamy szerokość ściegu i przycinamy dyszę w odpowiednim miejscu. W celu określenia właściwej odległości ściegu od krawędzi elementu przykładamy dyszę do elementu w miejscu nakładania i zaznaczamy na skrzydełku miejsce cięcia.
Uszczelnianie strukturalne połączeń zakładkowych
Uszczelnienie połączeń zgrzewanych blach karoseryjnych ma różne kształty, wykonywane jest z różnych materiałów oraz o różnej strukturze powierzchni zewnętrznej. Wszystkie struktury ściegu uszczelniającego są projektowane i nakładane podczas procesu produkcyjnego. Aby odwzorować je w warsztacie, konieczne jest poznanie odpowiedniej technologii, zastosowanie właściwej masy i użycie specjalnego narzędzia.
Masę kauczukową można nakładać tylko pędzlem. Masę poliuretanową w postaci wałka: okrągłego, płaskiego, wypukłego bądź wklęsłego oraz rozprowadzić pędzlem. Natomiast najnowszą postacią ściegu masy uszczelniającej jest ścieg strukturalny, czyli masa ułożona w postaci wąskiego paska o strukturze „baranka” na powierzchni zewnętrznej. Nałożenie takiej struktury jest możliwe przy zastosowaniu masy natryskowej na bazie modyfikowanych silanów i specjalnego pistoletu do natryskiwania mas gęstych z kartuszy 310 ml.
Na zamieszczonym rysunku (fot. 3) przedstawiam trzy najczęściej stosowane struktury nakładane masą na bazie MS do uszczelniania blach karoseryjnych:
- masa uszczelniająca w postaci wałka, która może być także rozprowadzona pędzlem,
- masa w postaci wąskiego „baranka”,
- masa uszczelniająca w postaci „baranka” na dużej powierzchni.
Struktura nałożonej masy uszczelniającej może mieć drobną lub grubą fakturę, a także różne kolory. Nowe wyzwania stawiane firmom produkującym masy uszczelniające to nakładanie przez producentów samochodów masy uszczelniająco-wypełniającej zamiast mat głuszących (fot. 4). W warsztacie niemożliwe jest wykonanie takich ściegów bez użycia masy MS, specjalnej dyszy natryskowej i odpowiedniego pistoletu (fot. 5). Dodatkowo konieczny jest podgrzewacz do podgrzewania masy do temperatury około 60°C w celu zmniejszenia jej lepkości.
Uszczelnianie połączeń blach poszycia bocznego
Połączenia blach poszycia zewnętrznego w samochodach dostawczych, tak jak inne połączenia blach nadwozia, muszą być uszczelnione. Są to szczególne uszczelnienia, nie tylko ze względu na ich przeznaczenie, bo bez nich kurz, woda i wiatr przedostawałyby się do wnętrza pojazdu, ale także na ich znaczenie dekoracyjne, bo nakładane są na elementy zewnętrzne. Nałożone ściegi masy uszczelniającej nie zawsze są lakierowane i dzielą duże płaszczyzny blach na dwie czy trzy części.
Najczęściej mamy do czynienia z naprawą uszkodzonego ściegu masy uszczelniającej. Przyczyn takiego zjawiska jest kilka:
- niedostateczna sztywność nadwozia,
- zbyt duże obciążenie pojazdu (są to samochody dostawcze),
- tragiczna jakość dróg i ich nawierzchni,
- stosowanie przez producentów samochodów mas o zbyt małej elastyczności lub za dużej twardości.
Najważniejszym punktem technologii jest oczywiście nałożenie ściegu masy o odpowiednim kształcie: wypukłym, wklęsłym lub płaskim. Taki ścieg można nałożyć, odpowiednio przycinając dyszę i nakładać za pomocą pneumatycznego wyciskacza. Ale jest to bardzo trudne i wymaga wielu ćwiczeń. Wygodniej i łatwiej wykonać taki ścieg przy pomocy przygotowanego wcześniej szablonu, którym przesuwa się po nałożonym ściegu kleju wzdłuż stabilnie zamocowanej prowadnicy (fot. 6). Po polakierowaniu i wyschnięciu lakieru należy pamiętać o antykorozyjnym zabezpieczeniu blach od strony wewnętrznej, najlepiej preparatem woskowym do profili zamkniętych. Preparat woskowy natryskiwać na krawędzie połączonych blach po uprzednim zdemontowaniu wewnętrznych wykładzin z naprawianego miejsca przy pomocy sondy hakowej i pistoletu ciśnieniowego do profili zamkniętych. Preparat woskowy, dzięki swoim właściwościom, wniknie pomiędzy zagięte blachy, wypełni wszystkie szczeliny i zabezpieczy połączenie blach przed korozją, jak również znacznie spowolni istniejące już procesy korozyjne. Stosować tylko preparaty zawierające inhibitory korozji, czyli dodatki spowalniające zaistniałe już procesy korozyjne.
Uwaga
Preparatów woskowych nie nakładać w lakierni ani w jej pobliżu. Po to jednak, żeby nakładać masę uszczelniającą „tak jak w fabryce”, nie wystarczy tylko wiedzieć, jak, gdzie i czym. Konieczne jest także ćwiczenie swoich umiejętności i zdobywanie nowych doświadczeń. Czyli jak ze wszystkim – ćwiczenie czyni mistrza.
Wiesław Wielgołaski
Z braku odpowiednich umiejętności czas zaoszczędzony na stosowaniu nowych materiałów i nowoczesnych technologii lakierowania traci się już na wstępie, przy nakładaniu masy uszczelniającej. Uszczelnianie połączeń blach nadwozia można podzielić ze względu na:
- rodzaj zastosowanej masy i koniecznego narzędzia do jej aplikacji,
- powierzchnię, na którą dana masa jest nakładana.
Rodzaje mas uszczelniających
W warsztacie naprawczym w trakcie naprawy blacharsko-lakierniczej wszystkie fabrycznie nałożone powłoki muszą być odtworzone, najlepiej jeżeli będą wyglądały tak jak fabryczne. Zastosowanie takich samych materiałów jak w fabryce jest niemożliwe ze względu na wysokotemperaturowy proces ich nakładania: lakier, masa PCW, wosk. Dlatego też w warsztacie blacharsko- -lakierniczym muszą być zastosowane materiały, których technologia nakładania nie wymaga stosowania wysokich temperatur. Nie są to materiały gorsze, a w niektórych przypadkach nawet lepsze. Blacharz czy lakiernik mają do dyspozycji bardzo dużo materiałów o różnorodnych właściwościach pozwalających na odtworzenie struktur i kształtów ściegów nakładanych fabrycznie. Masy kauczukowe – nakładane pędzlem, ze wzglądu jednak na zawartość rozpuszczalników organicznych wycofywane są z prac blacharsko-lakierniczych. Podobnie masy akrylowe, na bazie dyspersji wodnej. Wprowadzenie obróbki na sucho do przygotowania powierzchni karoserii do lakierowania wyparło także masy na bazie wodnej.
Masy poliuretanowe PUR – nakładane na spoiny zgrzewane i spawane po połączeniu blach. Obecnie powszechnie stosowane w warsztatach blacharsko-lakierniczych. Z jednej strony ze względu na właściwości przewyższające masy kauczukowe, a z drugiej strony ze względu na relatywnie niską cenę. Masy PUR nie są jednak odporne na długotrwałe działanie promieni słonecznych, dlatego muszą być polakierowane lub przykryte listwą ochronną. Mogą być natomiast lakierowane przed ich całkowitym utwardzeniem się, ale tylko lakierami rozpuszczalnikowymi. Lakiery wodorozcieńczalne zawierają alkohol, który działa negatywnie na utwardzanie się mas poliuretanowych.
Do lakierowania lakierami wodorozcieńczalnymi masy PUR muszą być całkowicie utwardzone. Należy także pamiętać, że świeżo nałożona masa poliuretanowa nie jest zgodna z tworzywem MS. Masa poliuretanowa przed nałożeniem na nią materiałów na bazie MS musi być całkowicie utwardzona.
Masy na bazie modyfikowanych silanów MS – najnowsze masy uszczelniające i klejące, które mogą być nakładane pomiędzy blachy także przed zgrzewaniem. Masy te służą przede wszystkim do uszczelnienia oraz do zabezpieczenia antykorozyjnego łączonych ze sobą blach.
Polimery modyfikowanych silanów są obecnie najnowocześniejszym tworzywem pozwalającym na uszczelnianie i zabezpieczanie antykorozyjne blach karoseryjnych w warunkach warsztatowych. Jedną masą można wykonać wszystkie potrzebne uszczelnienia i zabezpieczenia. Także wykonać ściegi o strukturze „baranka” lub jako szerokie pasy w celu tłumienia drgań i hałasu przez natryskiwanie specjalnym pistoletem. Masy uszczelniające MS są masami ekologicznymi. Nie zawierają rozpuszczalników, izocyjanianów, PCW i silikonów. Nie mają zapachu. Utwardzają się, podobnie jak poliuretany, przez wilgoć zawartą w powietrzu do postaci elastyczno-gumowej. Tworzenie się „skórki” na powierzchni masy i czas wskrośnego utwardzania się zależą od wilgoci i temperatury powietrza oraz od grubości nałożonego ściegu. W warunkach normalnych, czyli w temp. 20°C i przy wilg. wzgl. 50% tworzenie się „skórki” następuje po około 10-20 min. Prędkość utwardzania się około 3,5 mm/24 godz. Po utwardzeniu są obojętne dla środowiska naturalnego, odporne na działanie promieni słonecznych i czynników zewnętrznych, także benzyn, olejów, kwasów i soli. Masy MS mają bardzo dobrą przyczepność do odtłuszczonej blachy stalowej: surowej, fosforanowanej, ocynkowanej galwanicznie i elektrolitycznie, chromowanej, polakierowanej. Także do stali szlachetnej, miedzianej, aluminiowej oraz do wielu tworzyw sztucznych, poza PE, PP i PMMA. Przy tworzywach termoplastycznych zaleca się przeprowadzić próby, przy czym przeszlifowanie powierzchni poprawia przyczepność. Masy na bazie modyfikowanych silanów można lakierować w systemie „mokre na mokre” jedno- lub dwuskładnikowymi lakierami, także zawierającymi rozpuszczalniki alkoholowe. Szybkie polakierowanie masy nie przeszkadza w jej wskrośnym utwardzeniu się, jednakże opóźnia ten proces. Optymalną przyczepność lakieru otrzymuje się przy lakierowaniu w przeciągu 3 godzin po nałożeniu masy. Po całkowitym utwardzeniu się powierzchnia masy musi być przygotowana do lakierowania jak przy lakierowaniu tworzyw sztucznych. Przy lakierowaniu żywicami alkidowymi może występować opóźnienie utwardzania się masy. W niektórych nieprzychylnych przypadkach, przy lakierowaniu lakierem typu „metalik”, mogą występować problemy z przyczepnością. Dlatego poleca się przeprowadzenie prób z podkładem do tworzyw sztucznych. Utrata przyczepności może być także spowodowana po użyciu niektórych zmywaczy do usuwania silikonu.
Uwaga
Mas na bazie MS nie można pokrywać antykorozyjnymi masami kauczukowymi lub woskowymi przed ich całkowitym utwardzeniem. Masy MS nie mogą być także pokrywane antykorozyjną masą na bazie żywic syntetycznych.
Rodzaje uszczelnianych powierzchni
Wiemy już, jakie rodzaje mas uszczelniających stosowane są w warsztacie lakierniczym. Teraz możemy omówić zakres uszczelnień stosowanych podczas napraw lakierniczych.
Uszczelnianie połączeń obrzeżnych
Obrzeżne połączenia blach występują na krawędziach drzwi, pokrywy silnika i pokrywy bagażnika. Połączenia te nie są wykonane techniką spawania lub zgrzewania ze względu na konieczność zachowania gładkiej powierzchni blachy poszycia zewnętrznego. Prawidłowo wykonane połączenie wykonane jest techniką klejenia. Klej mocuje połączenie, uszczelnia i zabezpiecza antykorozyjnie. Ale nie wszyscy producenci samochodów stosują klej do połączenia obydwu elementów. Niektórzy tylko zaginają blachy bez ich klejenia. Natomiast wszyscy stosują masę uszczelniającą nakładaną na takie połączenie blach (rys. 1). Kształt ściegu fabrycznie nałożonego jest różny, niekiedy bardzo trudny do odtworzenia w warsztacie naprawczym. Płaski kształt ściegu można uzyskać także przez odpowiednie przycięcie dyszy okrągłej i jej poprzeczne prowadzenie. Jednak nie uzyskamy w ten sposób równego i w jednakowej odległości od krawędzi blachy ściegu masy uszczelniającej. Do odwzorowania fabrycznego ściegu potrzebna jest specjalna dysza skrzydełkowa (fot. 2). Dysza ma przekrój wypukło- -płaski i zwęża się ku wylotowi. Zaznaczone na dyszy poprzeczne kreski i liczby określają szerokość ściegu w zakresie od 5 do 13 mm. Skrzydełka dyszy pomagają przy utrzymaniu jednakowej odległości ściegu masy od krawędzi blachy. Przygotowanie dyszy rozpoczynamy od odcięcia jednego ze skrzydełek. Pracownik praworęczny odcina prawe skrzydełko, natomiast leworęczny lewe skrzydełko. Następnie określamy szerokość ściegu i przycinamy dyszę w odpowiednim miejscu. W celu określenia właściwej odległości ściegu od krawędzi elementu przykładamy dyszę do elementu w miejscu nakładania i zaznaczamy na skrzydełku miejsce cięcia.
Uszczelnianie strukturalne połączeń zakładkowych
Uszczelnienie połączeń zgrzewanych blach karoseryjnych ma różne kształty, wykonywane jest z różnych materiałów oraz o różnej strukturze powierzchni zewnętrznej. Wszystkie struktury ściegu uszczelniającego są projektowane i nakładane podczas procesu produkcyjnego. Aby odwzorować je w warsztacie, konieczne jest poznanie odpowiedniej technologii, zastosowanie właściwej masy i użycie specjalnego narzędzia.
Masę kauczukową można nakładać tylko pędzlem. Masę poliuretanową w postaci wałka: okrągłego, płaskiego, wypukłego bądź wklęsłego oraz rozprowadzić pędzlem. Natomiast najnowszą postacią ściegu masy uszczelniającej jest ścieg strukturalny, czyli masa ułożona w postaci wąskiego paska o strukturze „baranka” na powierzchni zewnętrznej. Nałożenie takiej struktury jest możliwe przy zastosowaniu masy natryskowej na bazie modyfikowanych silanów i specjalnego pistoletu do natryskiwania mas gęstych z kartuszy 310 ml.
Na zamieszczonym rysunku (fot. 3) przedstawiam trzy najczęściej stosowane struktury nakładane masą na bazie MS do uszczelniania blach karoseryjnych:
- masa uszczelniająca w postaci wałka, która może być także rozprowadzona pędzlem,
- masa w postaci wąskiego „baranka”,
- masa uszczelniająca w postaci „baranka” na dużej powierzchni.
Struktura nałożonej masy uszczelniającej może mieć drobną lub grubą fakturę, a także różne kolory. Nowe wyzwania stawiane firmom produkującym masy uszczelniające to nakładanie przez producentów samochodów masy uszczelniająco-wypełniającej zamiast mat głuszących (fot. 4). W warsztacie niemożliwe jest wykonanie takich ściegów bez użycia masy MS, specjalnej dyszy natryskowej i odpowiedniego pistoletu (fot. 5). Dodatkowo konieczny jest podgrzewacz do podgrzewania masy do temperatury około 60°C w celu zmniejszenia jej lepkości.
Uszczelnianie połączeń blach poszycia bocznego
Połączenia blach poszycia zewnętrznego w samochodach dostawczych, tak jak inne połączenia blach nadwozia, muszą być uszczelnione. Są to szczególne uszczelnienia, nie tylko ze względu na ich przeznaczenie, bo bez nich kurz, woda i wiatr przedostawałyby się do wnętrza pojazdu, ale także na ich znaczenie dekoracyjne, bo nakładane są na elementy zewnętrzne. Nałożone ściegi masy uszczelniającej nie zawsze są lakierowane i dzielą duże płaszczyzny blach na dwie czy trzy części.
Najczęściej mamy do czynienia z naprawą uszkodzonego ściegu masy uszczelniającej. Przyczyn takiego zjawiska jest kilka:
- niedostateczna sztywność nadwozia,
- zbyt duże obciążenie pojazdu (są to samochody dostawcze),
- tragiczna jakość dróg i ich nawierzchni,
- stosowanie przez producentów samochodów mas o zbyt małej elastyczności lub za dużej twardości.
Najważniejszym punktem technologii jest oczywiście nałożenie ściegu masy o odpowiednim kształcie: wypukłym, wklęsłym lub płaskim. Taki ścieg można nałożyć, odpowiednio przycinając dyszę i nakładać za pomocą pneumatycznego wyciskacza. Ale jest to bardzo trudne i wymaga wielu ćwiczeń. Wygodniej i łatwiej wykonać taki ścieg przy pomocy przygotowanego wcześniej szablonu, którym przesuwa się po nałożonym ściegu kleju wzdłuż stabilnie zamocowanej prowadnicy (fot. 6). Po polakierowaniu i wyschnięciu lakieru należy pamiętać o antykorozyjnym zabezpieczeniu blach od strony wewnętrznej, najlepiej preparatem woskowym do profili zamkniętych. Preparat woskowy natryskiwać na krawędzie połączonych blach po uprzednim zdemontowaniu wewnętrznych wykładzin z naprawianego miejsca przy pomocy sondy hakowej i pistoletu ciśnieniowego do profili zamkniętych. Preparat woskowy, dzięki swoim właściwościom, wniknie pomiędzy zagięte blachy, wypełni wszystkie szczeliny i zabezpieczy połączenie blach przed korozją, jak również znacznie spowolni istniejące już procesy korozyjne. Stosować tylko preparaty zawierające inhibitory korozji, czyli dodatki spowalniające zaistniałe już procesy korozyjne.
Uwaga
Preparatów woskowych nie nakładać w lakierni ani w jej pobliżu. Po to jednak, żeby nakładać masę uszczelniającą „tak jak w fabryce”, nie wystarczy tylko wiedzieć, jak, gdzie i czym. Konieczne jest także ćwiczenie swoich umiejętności i zdobywanie nowych doświadczeń. Czyli jak ze wszystkim – ćwiczenie czyni mistrza.
Wiesław Wielgołaski




Komentarze (0)