





Zużycie eksploatacyjne tarczy wynikające z efektu tarcia oraz tzw. zwichrowania tarczy hamulcowej, spowodowane przekształcaniem energii kinetycznej jadącego samochodu na energię cieplną, wydzielaną w miejscu styku tarczy hamulcowej z klockami hamulcowymi zdecydowanie zmniejsza skuteczność hamowania pojazdu. Wpływ na to ma także tzw. szok termiczny występujący w momencie mocnego rozgrzania i następnie gwałtownego schłodzenia, np. po wjechaniu w kałużę wody. Na odpowiednią skuteczność hamowania hamulca tarczowego istotny wpływ ma również jakość powierzchni tarczy hamulcowej w miejscu jej styku z klockami. Tarcze hamulcowe narażone są na zjawisko korozji, zwłaszcza po okresie dłuższego postoju pojazdu oraz na utlenianie powierzchni roboczej. W przypadku zjawiska utleniania, powierzchnie robocze tarczy przyjmują niebieskawy odcień. Utlenienie powierzchni tarczy hamulcowej wywołuje wydłużenie drogi hamowania pojazdu. Obniżenie skuteczności hamowania wynika z faktu, iż klocek hamulcowy współpracuje z warstwą tlenków materiałów tarczy, a nie z właściwym materiałem tarczy, mającym znacznie większe właściwości cierne. Utlenianie powierzchni roboczej tarczy hamulcowej następuje na skutek osiągnięcia granicznych, dopuszczalnych dla tarczy temperatur, występujących przy zbyt długotrwałym i intensywnym hamowaniu.

Przeprowadzenie oceny jakości tarczy hamulcowej i określenie stopnia jej przydatności do dalszej eksploatacji polega przede wszystkim na ocenie wzrokowej stanu jej powierzchni roboczej. Czynność ta ma na celu wykrycie ewentualnych rys na powierzchni oraz wyraźnych progów pomiędzy powierzchnią współpracującą z klockami hamulcowymi a pozostałą powierzchnią tarczy. W przypadku wykrycia jakichkolwiek pęknięć, wyszczerbień i ubytków należy tarczę bezwzględnie wymienić na nową. Jeśli na powierzchni tarczy nie ma żadnych opisanych powyżej uszkodzeń, dokonuje się pomiaru bicia osiowego tarczy oraz pomiarów różnic jej grubości, ponieważ wszystkie inne uszkodzenia tarczy hamulcowej, wynikające przede wszystkim z jej zniekształcenia powodującego bicie poprzeczne, można zniwelować poprzez jej przetoczenie. Jest to jednak uzasadnione jedynie w przypadkach, gdy koszt przetoczenia tarczy jest niewspółmiernie mały w stosunku do kosztu wymiany tarczy na nową.
Podstawową czynnością przy podejmowaniu decyzji o wymianie tarczy hamulcowej lub jej ewentualnym przetoczeniu jest pomiar jej grubości w różnych punktach. Dopuszczalne zużycie tarczy kwalifikujące tarczę do przetoczenia nie może przekroczyć 10% jej grubości, czyli 1 mm na stronę w stosunku do grubości nominalnej. Pomiaru grubości tarczy hamulcowej można dokonać wyłącznie przy użyciu specjalistycznej suwmiarki. Ma ona bowiem odpowiednio długie szczęki pomiarowe, umożliwiające pomiary tarczy w części leżącej w znacznej odległości od jej krawędzi zewnętrznej, a także ostrza pomiarowe usytuowane na wewnętrznych częściach szczęk pomiarowych, dzięki którym możliwy jest prawidłowy pomiar grubości tarczy hamulcowej, pomimo obrzeży występujących w większości tarcz na ich zewnętrznych obrzeżach.
Zużycie tarcz hamulcowych może przybierać formy:
- na powierzchni roboczej tarczy hamulcowej są wyraźne obwodowe rowki i wgłębienia, w efekcie czego w trakcie hamowania pojawiają się piski i drgania koła kierownicy oraz następuje przegrzewanie się tarczy hamulcowej wynikające z niepełnej powierzchni współpracy klocków z tarczą;
- na powierzchni roboczej tarczy hamulcowej nie ma żadnych rowków ani wgłębień, ale jej grubość w miejscu współpracy z klockami hamulcowymi, mierzona wzdłuż promienia, nie jest stała;
- na powierzchni tarczy hamulcowej nie ma żadnych rowków lub są one bardzo płytkie, ale na jej zewnętrznym obrzeżu występuje wyraźny próg;
- powierzchnia tarczy hamulcowej nie jest nadmiernie zużyta i nie ma żadnych rowków ani wgłębień, lecz ma w różnych miejscach różną grubość, efektem czego jest pulsacja momentu hamującego;
- powierzchnia tarczy hamulcowej wykazuje nadmierne bicie osiowe.
Pierwszą stosowaną w praktyce warsztatowej metodą przetaczania tarcz hamulcowych było wykonywanie tej czynności na tokarce stołowej. Ze względu jednak na konieczność demontażu tarczy hamulcowej i mocowania na tokarce, proces ten trwał stosunkowo długo. Poza tym, ten rodzaj przetaczania usuwał efekt bicia tarczy tylko na krótki czas, ponieważ tarcza była toczona na zamocowaniu obcym w stosunku do piasty koła, a więc minimalne bicie piasty wywoływało dalsze bicie tarczy hamulcowej. Niedoskonałości tej metody przetaczania tarcz hamulcowych zostały wyeliminowane poprzez wprowadzenie na rynek przetaczarek tarcz zamocowanych na piaście koła. Dopiero ta metoda skutecznie i na stałe eliminuje efekt bicia osiowego tarczy. Poza tym, przy tej metodzie przetaczania wygodniejsze i zdecydowanie prostsze jest przeprowadzanie procesu pomiarów bicia, które są wymagane zarówno przed przetoczeniem, jak i po toczeniu.
Stosowane w tej metodzie przetaczania urządzenia umożliwiają wykonywanie tej operacji:
- z mocowaniem całego zespołu na piaście koła,
- z zespołem skrawającym mocowanym w miejsce zdemontowanego zacisku hamulcowego i oddzielnym napędem.
W przypadku pierwszego rozwiązania konstrukcyjnego przetaczarki mechanizm napędowy i skrawający są zintegrowane w całość. Gwarantuje to prostopadłe położenie mechanizmu skrawającego w stosunku do osi obrotów silnika. Sztywne połączenie piasty koła z tokarką wpływa korzystnie na uzyskanie gładkiej powierzchni obróbki. Mocowanie zestawu realizowane jest z użyciem przystawki umożliwiającej kompensację bicia piasty i tarczy.
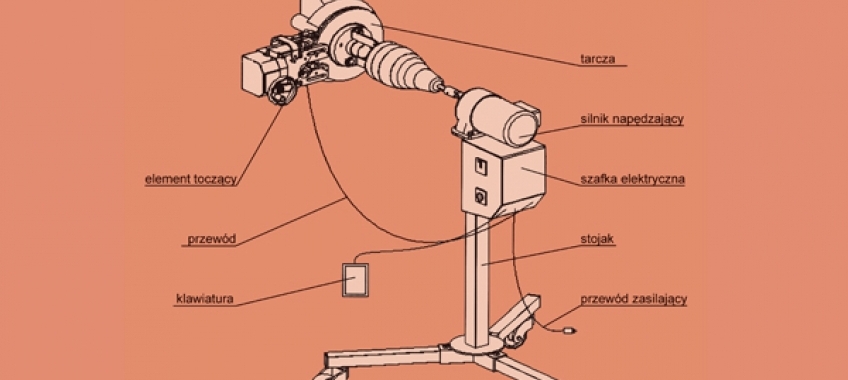
Przy drugim rozwiązaniu konstrukcyjnym tarcza oraz narzędzie skrawające mają odrębny napęd. W tego typu urządzeniach nie jest wymagana kompensacja bicia, bowiem mechanizm skrawający przykręcany jest do otworów mocowania jarzma zacisku hamulcowego. Stosowanie odpowiednich adapterów gwarantuje łatwe i dokładne centrowanie urządzenia w stosunku do obrabianej tarczy. Urządzenie, dzięki precyzyjnemu montowaniu noży skrawających, gwarantuje obróbkę tarczy z dokładnością do 10 mikronów. Zastosowanie trójkątnych noży o dodatnim kącie skrawania umożliwia obróbkę do i od środka piasty. Płynna regulacja prędkości posuwu oraz możliwość zmiany kierunku skrawania gwarantują bardzo wysoką dokładność toczenia. Sterowanie przesuwem realizowane może być zarówno ręcznie, jak i automatycznie, co w istotny sposób przyspiesza cały proces obróbki tarczy. Dzięki napędowi tarczy umieszczonemu na specjalnym statywie możliwe jest przetaczanie tarczy pojazdu uniesionego na podnośniku.
mgr Andrzej Kowalewski




Komentarze (0)